

مركز المنتج
اتصل بنا

عبر الإنترنت:
الهاتف المحمول:
العنوان:
غرفة 6010 ، الطابق 6 ، مدينة تشونغهاي بلازا ، حي هوانغبوهاي الجديد ، مدينة يانتاي ، مقاطعة شاندونغ ، الصين
أنابيب النار
نطاق الأبعاد (OD mm):26.67 --- 114.3
نوع الاضطراب:NUE, EUE, نهاية بسيطة.
معيار:مواصفات API 5CT
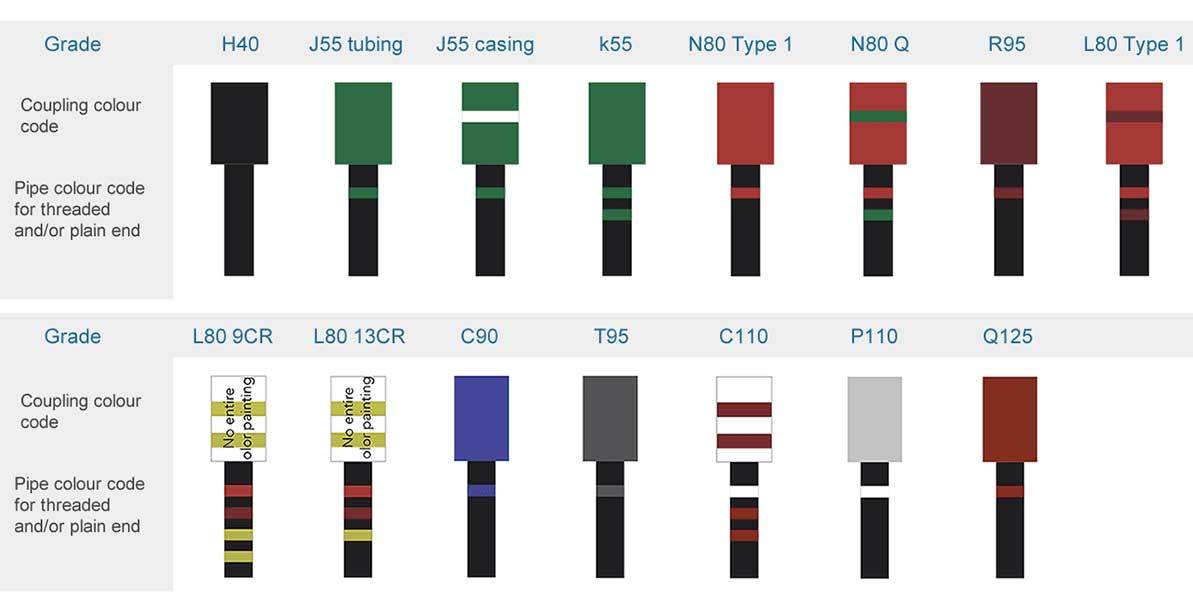
درجة الفولاذ الرئيسية:H40 ، J55 ، N80 ، N80Q ، L80 ، إلخ ، من من من من من
نوع الأنبوب:أنابيب غير مضطربة (NU) ، أنابيب خارجية مضطربة (EUE) ، وصلة مدمجة (j).
تفاصيل المنتج
الوصف
الأنبوب هو أنبوب صغير القطر نسبيًا يتم تشغيله في بئر ليكون بمثابة قناة لمرور النفط والغاز إلى مرافق سطح الحقل للمعالجة. يجب أن تكون الأنابيب قوية بما فيه الكفاية لمقاومة الأحمال والتشوهات المرتبطة بالإنتاج وعلاقات العمل. علاوة على ذلك ، يجب أن يكون حجم الأنبوب لدعم المعدلات المتوقعة لإنتاج النفط والغاز.
الأحجام والمواد
يتم تصنيع أنابيب الأنابيب في تنفيذ سلس وملحوم ، في نطاق الحجم من 1.050 إلى 5 1/2 بوصة (راجع هذه المقالة لمعرفة أحجام أنابيب AP5CT) وفي درجات المواد التالية: من من من من من ، ، ، ، ، ، ، ، ، ، ، ، ، ، ، ، ، ،
اتصالات نهاية
الأنواع الرئيسية من وصلات أنابيب الأنابيب هي NUE (غير منزعج) ، EUE (اضطراب خارجي) وقسط ممتاز. مقاومة التآكل في ظل ظروف الخدمة الحامضة هي سمة أوكتغ مهمة جدا ، وخاصة بالنسبة للغلاف والأنابيب.
المزيد من أنابيب الغلاف وألوانها
مواصفات &المعيار
|
أنبوب زيت |
النطاق 1 |
النطاق 2 |
النطاق 3 |
|
6.10 ~ 7.32 |
8.53 ~ 9.75 |
11.58 ~ 12.80 |
|
ملصق |
د مم القطر الخارجي |
سمك الجدار مم |
ج نوع من النهاية النهاية |
|||||||||
|
1 |
2 |
|||||||||||
|
لا تي & C |
I T & C |
J |
H40 |
J55 |
L80 |
N80 |
C90 |
T95 |
P110 |
|||
|
1.9 |
2.75 |
2.9 |
4 |
48.26 |
3.68 |
بنوي |
بنوي |
بنوي |
بنوي |
بنوي |
بنوي |
|
|
3.65 |
3.73 |
2.76 |
48.26 |
5.08 |
بو |
بو |
بو |
بو |
بو |
بو |
بو |
|
|
4.42 |
- |
- |
48.26 |
6.35 |
- |
- |
P |
- |
P |
P |
- |
|
|
2 32.8 |
4 |
- |
- |
60.32 |
4.24 |
بو |
PN |
PN |
PN |
PN |
PN |
- |
|
4.6 |
4.8 |
- |
60.32 |
4.83 |
بنو |
بنو |
بنو |
بنو |
بنو |
بنو |
بنو |
|
|
5.8 |
5.95 |
- |
60.32 |
6.45 |
- |
- |
بنو |
بنو |
بنو |
بنو |
بنو |
|
|
6.6 |
- |
- |
60.32 |
7.49 |
- |
- |
P |
- |
P |
P |
- |
|
|
7.35 |
7.45 |
- |
60.32 |
8.53 |
- |
- |
بو |
- |
بو |
بو |
- |
|
|
2 7/8 |
6.4 |
6.5 |
- |
73.02 |
5.51 |
بنو |
بنو |
بنو |
بنو |
بنو |
بنو |
بنو |
|
7.8 |
7.9 |
- |
73.02 |
7.01 |
- |
- |
بنو |
بنو |
بنو |
بنو |
بنو |
|
|
8.6 |
8.7 |
- |
73.02 |
7.82 |
- |
- |
بنو |
بنو |
بنو |
بنو |
بنو |
|
|
9.35 |
9.45 |
- |
73.02 |
8.64 |
- |
- |
بو |
- |
بو |
بو |
- |
|
|
10.5 |
- |
- |
73.02 |
9.96 |
- |
- |
P |
- |
P |
P |
- |
|
|
3 1\ 2 |
7.7 |
- |
- |
88.9 |
5.49 |
PN |
PN |
PN |
PN |
PN |
PN |
- |
|
9.2 |
9.3 |
- |
88.9 |
6.45 |
بنو |
بنو |
بنو |
بنو |
بنو |
بنو |
بنو |
|
|
10.2 |
- |
- |
88.9 |
7.34 |
PN |
PN |
PN |
PN |
PN |
PN |
- |
|
|
12.7 |
12.95 |
- |
88.9 |
9.52 |
- |
- |
بنو |
- |
بنو |
بنو |
بنو |
|
|
14.3 |
- |
- |
88.9 |
10.92 |
- |
- |
P |
- |
P |
P |
- |
|
|
15.5 |
- |
- |
88.9 |
12.09 |
- |
- |
P |
- |
P |
P |
- |
|
|
4 |
9.5 |
- |
- |
101.6 |
5.74 |
PN |
PN |
PN |
PN |
PN |
PN |
- |
|
10.7 |
11 |
- |
101.6 |
6.65 |
بو |
بو |
بو |
بو |
بو |
بو |
- |
|
|
13.2 |
- |
- |
101.6 |
8.38 |
- |
- |
P |
- |
P |
P |
- |
|
|
16.1 |
- |
- |
101.6 |
10.54 |
- |
- |
P |
- |
P |
P |
- |
|
|
4 1.2/2 |
12.6 |
12.75 |
- |
114.3 |
6.88 |
بنو |
بنو |
بنو |
بنو |
بنو |
بنو |
- |
|
15.2 |
- |
- |
114.3 |
8.56 |
- |
- |
P |
- |
P |
P |
- |
|
ملاحظة: P-عادي النهاية ؛ N-غير منزعج ، مع الخيوط والمقترنة ؛ U-خارجي-منزعج ، مع الخيوط والمزيج ؛ I-كامل المفصل
|
أنواع الأنابيب |
حجم الأنابيب (مم) |
التسامح |
|
|
ملفوفة ساخنة |
OD |
≤ 159 |
± 1.0 ٪ |
|
> 159 |
± 1.20 ٪ |
||
|
بالطو |
≤ 20 |
± 12.5 ٪ |
|
|
> 20 |
± 10.0 ٪ |
||
|
مسحوب على البارد |
OD |
≤ 30 |
± 0.20 أو |
|
30-50 |
± 0.30 أو |
||
|
> 50 |
± 0.8 ٪ |
||
|
بالطو |
≤ 3 |
+ 12 ٪-10 ٪ |
|
|
> 3 |
± 10 ٪ |
||
مواصفات API 5CT-مواصفات 5CT/ISO 11960 ، مواصفات للغلاف والأنابيب ، الإصدار الثامن ، صناعات البترول والغاز الطبيعي-أنابيب فولاذية للاستخدام كغلاف أو أنابيب للآبار
الخواص الميكانيكية:
|
مجموعة |
درجة |
النوع |
إجمالي الاستطالة تحت الحمل ٪ |
قوة العائد M pa |
قوة الشد مين Mpa |
صلابة |
||
|
دقيقة |
ماكس |
HRC |
HBW |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
2 |
J55 |
- |
0.5 |
379 |
552 |
517 |
- |
- |
|
K55 |
- |
0.5 |
379 |
552 |
655 |
- |
- |
|
|
N80 |
1 |
0.5 |
552 |
758 |
689 |
- |
- |
|
|
N80 |
Q |
0.5 |
552 |
758 |
689 |
- |
- |
|
|
3 |
L80 |
1 |
0.5 |
552 |
655 |
655 |
23 |
241 |
|
L80 |
9Cr |
0.5 |
552 |
655 |
655 |
23 |
241 |
|
|
L80 |
13Cr |
0.5 |
552 |
655 |
655 |
23 |
241 |
|
|
C90 |
|
0.5 |
621 |
689 |
689 |
25.4 |
255 |
|
|
C95 |
- |
0.5 |
655 |
724 |
724 |
- |
- |
|
|
T95 |
|
0.5 |
655 |
724 |
724 |
25.4 |
255 |
|
|
P110 |
- |
0.6 |
758 |
862 |
862 |
- |
- |
|
|
4 |
Q125 |
الكل |
0.65 |
862 |
931 |
931 |
- |
- |
التركيب الكيميائي
|
المعيار |
درجة |
تكوين (٪) |
||||||||||
|
ج |
سي |
Mn |
P |
S |
Cr |
ني |
مكعب |
مو |
V |
آيس |
||
|
مواصفات API 5CT |
J55K55 |
0.34 ~ 0.39 |
0.20 ~ |
1.25 ~ 1.50 |
≤ 0.020 |
≤ 0.015 |
≤ 0.15 |
≤ 0.20 |
≤ 0.20 |
|
|
≤ 0.020 |
|
(37 مليون) |
||||||||||||
|
N80 |
0.34 ~ 0.38 |
0.20 ~ |
1.45 ~ 1.70 |
≤ 0.020 |
≤ 0.015 |
≤ 0.15 |
|
|
|
0.11 |
≤ 0.020 |
|
|
(36 ميجابايت 2 فولت) |
||||||||||||
|
L80(13Cr) |
0.15 ~ 0.22 |
≤ 1 |
0.25 ~ 1.00 |
≤ 0.020 |
≤ 0.010 |
12.0 ~ |
≤ 0.20 |
≤ 0.20 |
|
|
≤ 0.020 |
|
|
P110 |
0.26 ~ 0.35 |
0.17 ~ |
0.40 ~ 0.70 |
≤ 0.020 |
≤ 0.010 |
0.80 ~ |
≤ 0.20 |
≤ 0.20 |
0.15 |
≤ 0.08 |
≤ 0.020 |
|
|
|
||||||||||||
عملية

"Cultingation"
تسخين السبيكة
تسخين السبيكة هو إجراء عمل يجعل السبيكة تلبي درجة الحرارة المطلوبة لعملية العمل الساخنة. الغرض من تسخين السبيكة هو جعل سبيكة الفولاذ تتمتع بمرونة كافية ، وتقليل مقاومة التشوه المتداول ، وتحسين التنظيم الداخلي.
عملية التسخين من سبائك أساسا مرحلتين: مرحلة التسخين (بما في ذلك درجة حرارة منخفضة ودرجة حرارة عالية) ، يتم زيادة درجة حرارة سطح سبيكة إلى درجة حرارة التنصت. تسخين موحد ، لجعل سبيكة داخل وخارج التوحيد درجة الحرارة.
اللف والتحجيم
يمكن للدرفلة الساخنة تقليل استهلاك الطاقة والتكلفة بشكل كبير. تشوه البلاستيك المعدني العالي ومقاومة التشوه المنخفضة ، يقلل بشكل كبير من استهلاك الطاقة من الفولاذ المدلفن على الساخن.
يمكن للدرفلة على الساخن تحسين أداء عملية المعدن ، والقضاء على عيوب الصب وتحسين أداء المعالجة للسبيكة.
عادة ما يعتمد صب السبائك الملفوف على الساخن ، والذي لا يحسن كفاءة الإنتاج فحسب ، بل يحسن أيضًا سرعة الدوران ، لتحقيق عملية الدرفلة المستمرة وخلق الظروف للأتمتة.
تبريد
بعد التبريد ، أنبوب فولاذية مدلفنة على الساخن في نطاق محدد. بالمقارنة مع العملية التقليدية لصنع العملية ، فإنه يمكن تبسيط العملية ، وتوفير الطاقة ، والحصول على نفس الخصائص الميكانيكية أو أفضل.
NDT
اختبار غير تدميري ، تم اختصارها لـ NDT ، هو طريقة مستخدمة على نطاق واسع في فحص خط الأنابيب. إنها عملية اختبار وفحص وتقييم جودة وخصائص المادة دون الإضرار بخط الأنابيب نفسه أو التأثير على العمل المنتظم اللاحق للأنبوب. بعبارة أخرى ، بعد اختبار NDT ، لا يزال من الممكن وضع الجزء في الاستخدام العملي. تستخدم NDT التغييرات في الحرارة ، الصوت والمغناطيس الناجمة عن البنية الداخلية غير الطبيعية أو العيوب لفحص العيوب الداخلية والخارجية للمادة.
طرق الفحص الشائعة لـ NDT هي الاختبار البصري (VT) ، الاختبار بالموجات فوق الصوتية (UT) ، الاختبار الشعاعي (RT) ، الاختبار الهيدروستاتيكي.
خيط توصيل
المفاصل الملولبة تشير إلى خط الأنابيب الذي يربط قطعة مع الخيط اللولبي ، هو الأنبوب الأكثر شيوعًا في الصناعة. خيط الاقتران يجعل توصيل الأنبوب يصبح أكثر بساطة ، كما أن الاستبدال أكثر سهولة ويوفر تكلفة توصيل خط الأنابيب إلى حد كبير.
المفاصل الملولبة الصناعية مصنوعة بشكل عام من المعدن ويمكنها تحمل الضغط العالي. محتويات المواد من الفولاذ الكربوني ، الفولاذ المقاوم للصدأ ، سبائك الصلب ، النحاس ، إلخ.
اختبار هيدروليكي
الاختبار الهيدروستاتيكي هو طريقة فحص لتقليل مخاطر العيوب في الأنبوب التي قد تهدد قدرته على تحمل أقصى ضغط تشغيلي. يفحص الاختبار الهيدروستاتيكي سلامة خطوط الأنابيب عن طريق ملء الأنبوب بسائل غير قابل للانضغاط (غالبًا ماء ، مصبوغ) لزيادة مستوى الضغط فوق الضغط العادي لمعرفة ما إذا كان هناك أي خلل. يمكن أن يتم ذلك إما على الأنابيب قبل وضعها في الخدمة أو على الأنابيب الموجودة بالفعل في الخدمة
كلمة مفتاحية: أنابيب فولاذية غير ملحومة
مجال التطبيق
التي تنطبق على الهندسة ، مناجم الفحم ، النسيج ، الطاقة الكهربائية ، المرجل ، الآلات ، نتمسك بمبدأ "الجودة أولاً ، الخدمة أولاً ، التحسين المستمر والابتكار لتلبية العملاء" للإدارة و "عيب صفر ، صفر شكاوى" كهدف الجودة. يسعدنا الحصول على استفسارك وسنعود إليه في أقرب وقت ممكن.

ميكانيكية

وعاء ضغط

محطة الطاقة

مصنع كيميائي

أنابيب النفط

نقل الغاز الطبيعي

أنابيب مياه

صنع السيارات

جسر

الهندسة المعمارية
المنتجات ذات الصلة







الحصول على عرض أسعار مجاني

نحن متخصصون في خدمات سلسلة التوريد لمشاريع أنظمة خطوط الأنابيب في أسواق نقل النفط والغاز والتكرير والكيماويات والبحرية والمنصات والطاقة النووية وطاقة الرياح.
اتصل بنا
عبر الإنترنت:
الهاتف المحمول:
العنوان:
غرفة 6010 ، الطابق 6 ، مدينة تشونغهاي بلازا ، حي هوانغبوهاي الجديد ، مدينة يانتاي ، مقاطعة شاندونغ ، الصين
SAF Coolest v1.3 设置面板 SIASX-ZUDS-TWSZE-ZWF
无数据提示
عذرًا ، لا يوجد محتوى حاليًا في العمود الحالي!
يمكنك عرض أعمدة أخرى أو العودة إليهاالمنزل